Pistons, crosses de bielles et glissières
17 janvier 2016 :
Ce chapitre devrait normalement être assez court. Il ne concerne en effet que quelques pièces.

Commençon par le plus facile. Les tiges de piston. Comme matériau, j'ai finalement décidé d'utiliser du Stub. Rien de bien compliqué. Il suffit de mettre à longeur, de percer les centres et de fileter les extrémités. Ici, par contre il est important que les filetages soient bien droits de façon à ce que le piston soit bien dans l'axe de la tige. Je place donc la filière dans le mandrin du tour, je remplace la contre pointe par un porte pinces qui me permet de maintenir la tige dans l'axe du tour.

Ensuite, on usine les pistons. Ici, on ne fait que de dresser grossièrement la face et on perce pour tarauder. Si on veut fignoler, on peut terminer le perçage par une passe avec une petite barre d'alésage. On est ainsi certain d'avoir le trou bien dans l'axe.
Toujours dans un soucis de coaxialité, on soutien le taraud avec la contre-pointe.

On peut maintenant visser l'ébauche du piston sur sa tige. On serre la tige dans le mandrin et on soutien avec la contre-pointe. On peut maintenant usiner les deux faces, la circonférence et terminer par les deux gorges pour les O-Rings. J'ai en effet décidé d'utiliser des O-Rings au lieu des segments traditionnels. Sur base des documentations fabricants, je les ai monté flottants avec une légère interférence (1.5%). On verra à l'usage ce que ça donne.

Et voilà les deux assemblages terminés. Le pistons sont normalement bien serrés sur leur axe, mais j'ai quand même ajouté une petite vis entre cuir et chair.

29 fébrier 2016
Me revoilà pour quelques mises à jour.
Les supports de glissières étant terminés (voir chapitre 10 sur la distribution), j'ai pu confirmer les cotes pour les glissières et me lancer dans la fabrication.
Je suis parti d'un carré de 20 que j'ai fraisé en le fixant sur le plateau magnétique. Rien de bien compliqué.

La finition se fait sur la rectifieuse. Elle n'est pas grosse, mais me permet tout juste de faire le travail, donc tout va bien.

Et voilà les deux glissières terminées.

Maintenant, les crosses de bielles. Là, c'est plus complexe. Je pars de deux blocs d'acier C45.

Il faut juste les mettre à la cote en s'assurant quand même que les côtés sont perpendiculaires entre eux.

Une fois les blocs terminés, j'en profite pour percer les trous qui serviront à fixer la partie supérieure.
J'ai déjà marqué les pièces et marqué aussi l'emplacement du trou dans lequel se vissera la tige de piston. C'est important, car les deux pièces sont symétriques. Je l'ai d'ailleurs mis en remarque et surligné en jaune dans mon carnet.

Le perçage du trou et le taraudage doivent être fait le plus soigneusement possible pour que la tige de piston soit elle-même bien alignée.

On fraise ensuite l'évidement où viendra se loger la glissière.


On peut maintenant fraiser la cavité dans laquelle viendra de placer l'extrémité de la bielle motrice.

Ici, pour s'approcher le plus possible d'un angle droit, il faut reprendre le fraisage en pivotant la pièce de 90 degrés. Le résultat n'est pas parfait, mais il y a assez de place pour la tête de la bielle.

Maintenant, il est presque l'heure d'aller manger, mais je vais tout de même percer les trous pour passer l'axe sur lequel viendra pivoter la bielle.
Eh bien non, il ne faut jamais travailler dans l'empressement. Je suis parvenu à casser la fraise à carotter. Heureusement, j'en ai été quitte pour une nouvelle fraise, car les morceaux se sont enlevés facilement.

Normalement, cet axe traverse toute la crosse, mais pour pouvoir le retirer facilement sans démonter complètement la crosse, j'ai décidé de tarauder la joue intérieure afin que l'extrémité de l'axe puisse venir s'y visser. Ici aussi, il faut que le taraudage soit bien orienté sans quoi l'axe ne pourra pas s'y visser. Je récupère donc un bloc d'acier sans mon bac à mitraille. En un peu plus d'un quart d'heure, je me suis fabriqué un canon de taraudage. C'est une leçon que j'ai apprise, qu'il vaut mieux souvent sacrifier quelques minutes à fabriquer l'accessoire adéquat plutôt que de faire du travail de cochon et de perdre le double de temps par la suite à limer, ré-aléser des trous etc. pour finalement avoir des pièces pleines de jeu. Encore heureux si il ne faut pas recommencer complètement la pièce.

Donc, voilà le bloc fixé sur la crosse avec un serre-joint et on peut tarauder l'âme en paix.

Maintenant, ce sont les finitions cosmétiques. L'arrondi est fraisé en fixant l'étau sur la table rotative.

Et voici les pièces terminées. Il ne reste plus qu'a fabriquer les axes et les garnitures de friction en bronze.

Pour terminer la journée, je suis allé remettre la main sur les écrous à crénaux qui viendront se visser sur les axes. Ils sont zingués et je trouve cette couleur particulièrement horrible sur une maquette. Ca fait vraiment visserie de grande surface. Je les ai donc trempé quelques secondes dans l'acide chlorydrique pour enlever la couche de zinc. Après, même après rinçage à l'eau, il faut les tremper dans une solution de soude (la vraie, pas la soude caustique) pour neutraliser les dernières traces d'acide. Ce sont les deux écrous du bas et on voit nettement la différence entre la couleur de l'acier, plus sombre et celle du zinc.

4 mars 2016
Après le repas vient le dessert. C'est en effet un dessert que d'usiner du bronze. Pas d'arrosage, c'est relativement tendre, et c'est beau !
Donc on attaque les garnitures de friction. Je pars ici de quatre blocs de bronze. Ils sont de tailles différentes, car ici encore plus que pour l'acier, j'essaie d'utiliser en priorité les petits morceau avant d'aller taper dans les grosses pièces. Quand on est radin, on ne se refait pas.

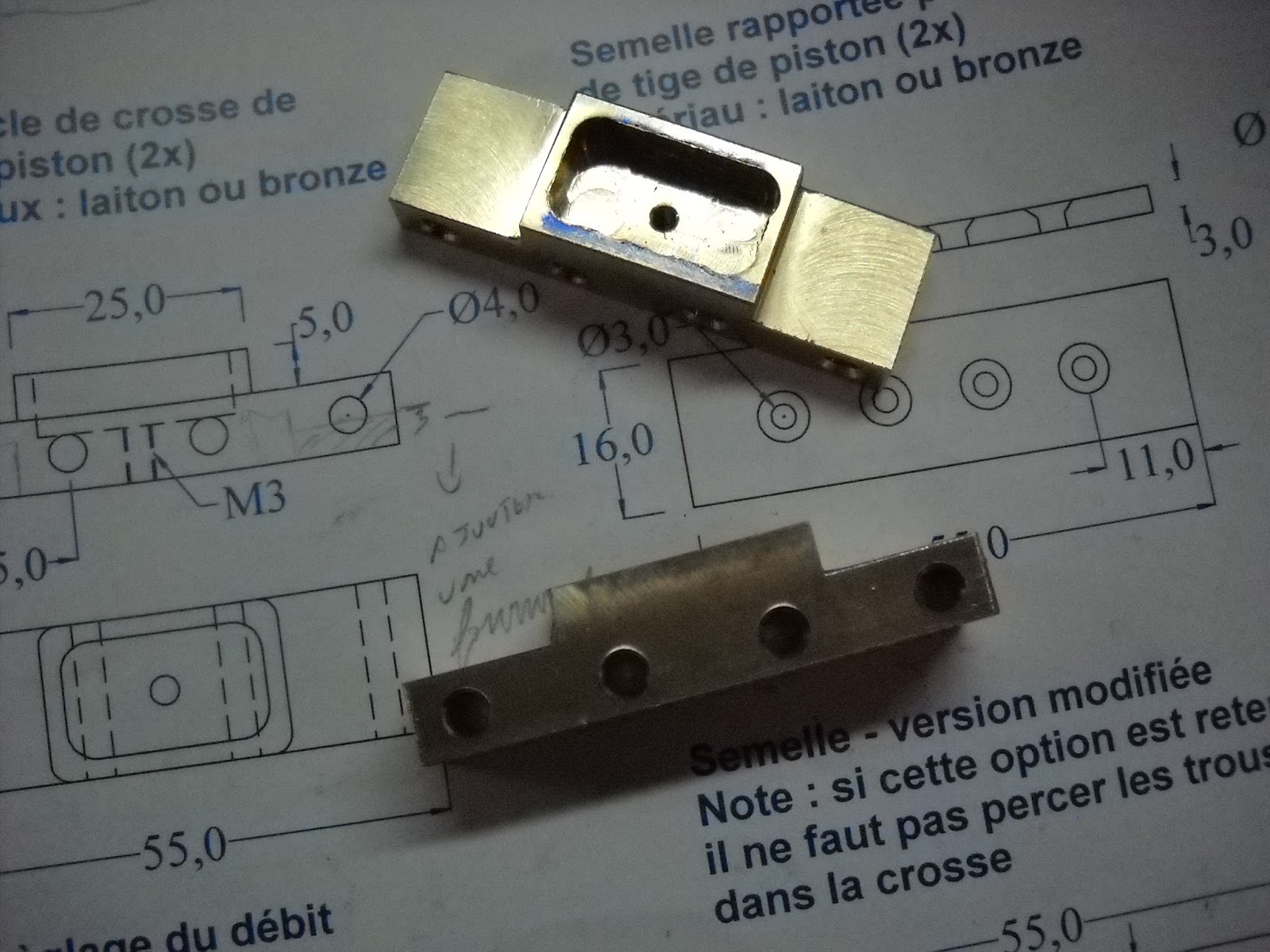
Voila l'usinage de la semelle inférieure. Il s'agit d'une pièce de faible épaisseur (3 mm sans les arrêts), mais comme les contraintes de fraisage sont faibles on peut serrer la pièce à l'étau par sa tranche.

Et voilà les deux pièces terminées, On voit en haut la semelle inférieure et en bas, on voit le couvercle de la crosse.

Les couvercles de crosse sont fixé par quatre vis traversantes et le passage de l'huile se fait par le trou central.
Pour le réglage du débit, mon huileur est un peut petit pour faire un huileur à épinglette. J'utilise donc une variante qui consiste à utiliser une vis fendue. Une pièce d'alu récupérée dans le bac à mitrailles me fait un bon réservoir pour le test. On perce, on taraude et on remplit d'huile.

C'est bon, ça coule. En fait, le réservoir mettra près d'une heure pour se vider. Donc, la solution est validée. Il faudra juste utiliser une vis en laiton au lieu de l'acier pour éviter qu'elle ne vienne griffer la glissière si elle venait à être visée à fond.

Maintenant, on attaque les couvercles des huileurs. J'avais pensé mettre simplement un bouchon à vis mais ce n'est pas pratique lorsqu'il faut faire le graissage en exploitation, d'autant qu'une vis dans le ballast, ce n'est pas toujours facile à retrouver. Je choisis donc des couvercles à bascule. En plus, c'est beau.
Ici, deux options, aussi valables l'une que l'autre. On usine dans la masse ou on fait un assemblage brasé. Comme je n'ai pas de petits morceaux de plat épais et n'ayant pas envie d'attaquer une grande plaque, je pars d'un plat de 3 sur lequel je brase deux petits carrés de 5.


On fraise l'espace ou viendra s'articuler le couvercle.

Puis, on fraise le logement dans lequel viendra retomber le couvercle.

Le couvercle est tiré d'une couronne que je sort d'un rond de laiton.

Et voilà, c'est terminé. L'axe est simplement un morceau de corde à piano.

Et voici les ensembles crosses-glissières montés.

I

6 mars 2016
Pour clôturer ce chapitre, il fallait encore faire les finitions. C'est bien beau de fabriquer des pièces, mais il arrive un moment où il faut les assembler et surtout que tout ça se meuve sans trop de frictions.
C'est chose faite. Lorsque j'ai vu le temps ce matin, je me suis enfui dans l'atelier et j'ai passé la journée à mettre de l'huile dans les engrenages, ou plutôt sur les glissières.
Au passage, pour ceux qui ne connaîtraient pas le truc, voici comment j'ai percé les trous dans les cales de clinquant que j'utilise pour ajuster les glissières. J'ai récupéré dans mon bac à mitrailles deux chutes d'aluminium. J'ai percé et taraudé deux trous pour pouvoir les presser l'une contre l'autre avec deux vis et percé un trou central au diamètre de celui que je voulais pratiquer dans le clinquant. Je serre le morceau de clinquant entre les deux plaques et je perce. Le trou est bien net, même dans le clinquant de cinq centièmes.

Et voici le résultat. Le grand mouvement est complet et tout tourne facilement sans points durs. Je peux maintenant repasser à la distribution que j'avais brièvement entamée avant ce chapitre.

Bonsoir, je suis votre travail découvert récemment sur usinages.com avec grand intérêt! en tant qu'amateur de constructions Vapeur également.
RépondreSupprimerQuestion, vous écrivez:"J'ai en effet décidé d'utiliser des O-Rings au lieu des segments traditionnels. Sur base des documentations fabricants, je les ai monté flottants avec une légère interférence (1.5%)."
Que faut-il comprendre par "légère interférence" ?
Autre question si vous voulez bien: quelle différence entre le blanc de traçage que vous utilisez et du Bleu, en bombe (pas bien vue à l'heure actuelle..) pour le mien.
Merci par avance pour vos réponses, je retourne à ma 231G en cours (à plus petite échelle toutefois). Cordialement, Alain.
Bonjour,
SupprimerJe te remercie d'abord pour l'intérêt que tu portes à mon travail. Je vois ainsi que l'effort que je fais pour partager mon ou plutôt mes expériences est apprécié.
Quand je parle d'interférence, c'est le recouvrement entre l'Oring et le bord du cylindre. En bref, le diamètre extérieur de l'Oring est 1.5% plus grand que l'alésage du cylindre.
Pour le blanc de traçage, il a exactement la même fonction que le bleu, mais il permet un usage plus facile sur un fond sombre comme la fonte brute ou l'acier recouvert d'une couche de calamine. J'utilise par contre le bleu sur un fond clair comme une surface usinée ou du laiton. J'ai acheté les deux au Centre des Abrasifs à Liège.
A bientôt,
Michel
Bonsoir et merci pour les explications concernant les O-Rings. "Centre des Abrasifs à Liège", je vais regarder en ligne s'il y a un site et le nom précis-marque de ce blanc.
RépondreSupprimerCordialement Alain, en attendant la suite de vos travaux!
Bonjour, pourquoi le couvercle des huileurs est-il curviligne ? Esthétique ? ou autre raison? Bouchon à vis qui tomberait dans le ballast OK je comprends mais un téton soudé par dessus ne risquerait pas de vous échapper des doigts non plus...
RépondreSupprimerBonne journée, Alain.
Bonjour,
RépondreSupprimerNon, il n'y a pas de raison technologique particulière pour le couvercle de huileur arrondi. Je trouve ça beau tout simplement. Par contre, je n'ai rien inventé, c'est un modèle que j'ai déjà vu sur plusieurs locos (par ex.la Decauville 020 du musée de Beaulieu (Hampshire) possède les mêmes sur ses têtes de bielles).
Bonne soirée,
Michel
Merci pour cette précision. Belles crosses de bielles par ailleurs. A+, Alain.
RépondreSupprimerA quand la suite en photos de votre superbe travail ? Cordialement, Alain.
RépondreSupprimerA très bientôt j'espère, mais pour le moment le jardin et la préparation du potager me donnent pas mal d'occupation ;-)
RépondreSupprimerChez nous le potager est encore en (RTT...) repos, le 380V en cours d'arrivée par contre !
Supprimerbon jardinage donc et cordialement.