Fabrication
du train de roues
17 août 2014
Aujourd’hui est un grand jour. C’est le lancement officiel de la
fabrication.
Ca peut paraître étrange, mais j’ai décidé de commencer
par le train de roues.
Une première chose à faire, rebandager les roues en
fonte qui ont une fâcheuse tendance à s'user très vite. Heureusement j’ai pu récupérer une ébauche d’acier,
mais ça prend quand même une heure par coupe.
On regrette déjà presque de ne pas s’être contenté d’une 020 …
Enfin, ça ne s’est pas trop mal passé, en dépit du fait
qu’il fallait retourner l’ébauche pour terminer le sciage.


19 août 2014
Ouf, j’ai terminé le premier degrossissage des
bandages. Pas de difficulté
particulière, sinon qu’il a fallu gérer les copeaux.
Il sont maintenant dressés sur une face, et le diamètre
extérieur ramené à 202.
On en profite
aussi pour les marquer. Il seront
appariés aux roues.




Bon, maintenant on va souffler un peu et et s’asseoir
pour revoir la séquence des opérations suivantes.
26 août 2014
Après réflexion, il faut fabriquer un surplateau car le
plateau que j'ai ne permet pas de brider facilement une roue. Pas de problème. On découpe un
disque de 300 dans une tôle de 10 et on le monte sur le tour. On surface, on perce les autres trous, on
retourne et on surface la face de travail.



Bon, maintenant, on va s'attaquer aux bandages.
Ici, j'avais prévu de les usiner à la cote exacte, mais
étant donné la difficulté pour effectuer une mesure correcte du diamètre
intérieur de la pièce montée sur le tour, je me contente de les usiner à la
cote la plus proche. Comme ils sont numérotés, il suffira de les
mesurer précisément plus tard et d'usiner les roues au diamètre voulu.
Après quelques heures à se battre avec les copeaux, on
se retrouve avec six gros anneaux et deux grosses poubelles de copeaux en
plus..., sans compter quelques coupures aux doigts en prime.


Les six bandages étant terminés, il ne rest plus qu'à
s'asseoir au calme et à mesurer le plus précisément possible les diamètres
intérieurs.

Et pour finir la journée, on en profite que la crasse
du tour a bien été trempée pour un nettoyage complet. Ca faisait longtemps... On le croirait neuf.

5 novembre 2014
Bonne nouvelle. Il fait mauvais dehors. On peut abandonner le jardin et descendre à l'atelier.
Entretemps, j'ai continué l'usinage des roues bridées sur le sur-plateau, mais le système ne semble pas fiable. La roue à bougé lors de l'usinage. Rien de catastrophique, mais elle est légèrement excentrée et pas très belle. Donc, on reviendra au mandrin 4 mors.
De plus, une des roues avait été rechargée à l'arc pour colmater un défaut de coulée ce qui la rend impossible à usiner. Elle est irrécupérable. La recharge est trop profonde et empiète sur la zone qu'on doit garder. Donc, en comptant la première roue usinée sur le plateau, il manque deux roues qu'il faut recommander.
Ca prendra quelques semaines et entre temps, en attaque les boîtes d'essieux.
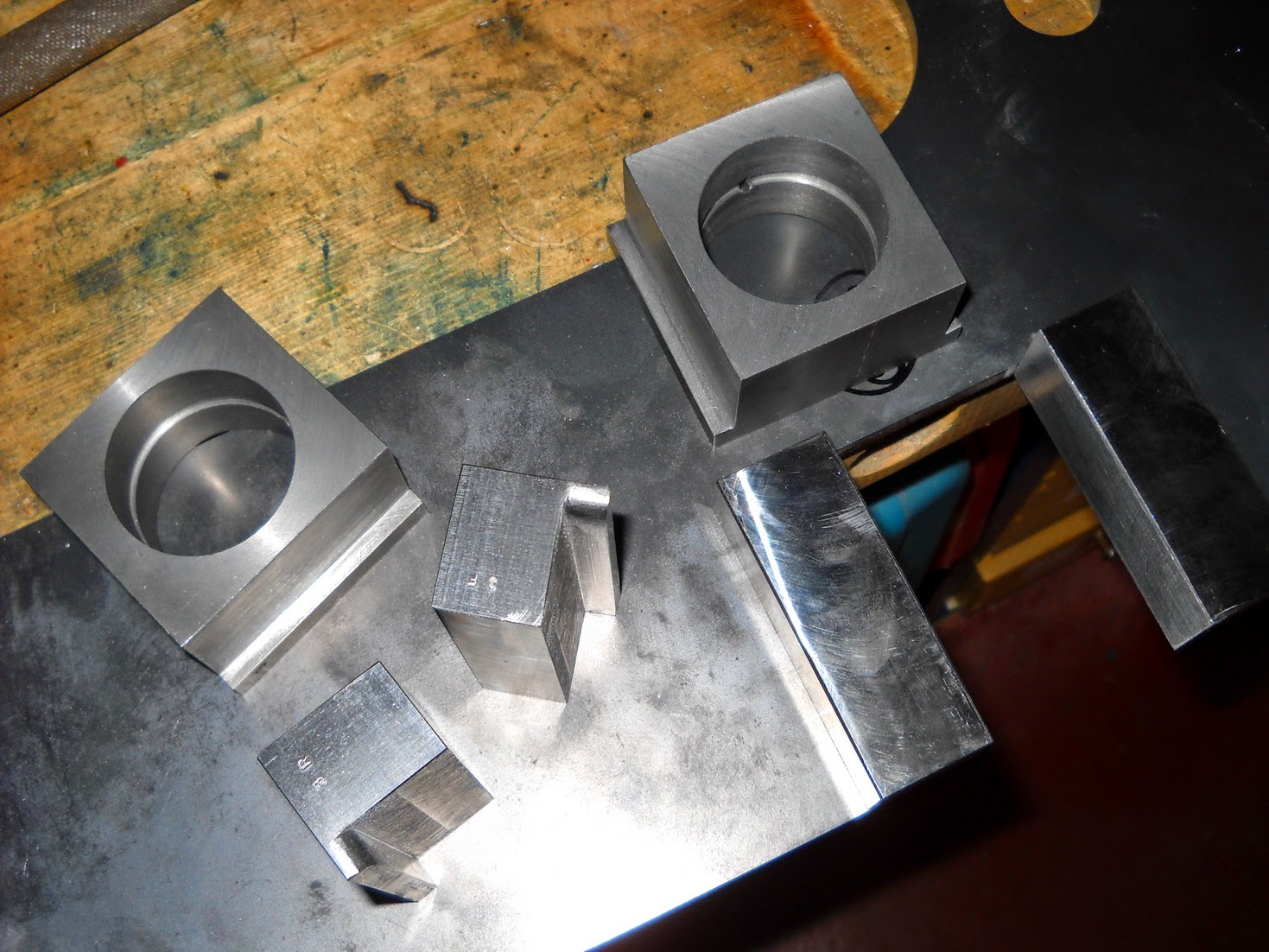
On part d'un carré de fonte qu'on dresse à la fraiseuse et qu'on découpe à longueur à la scie.



Une fois les blocs découpés, on marque le centre et on serre dans le mandrin 4 mors.

On dresse la face et on perce

On alèse de façon à pouvoir y placer les roulement à la presse et on effectue la rainure pour la lubrification du roulement.

On passe maintenant à la fraiseuse et on amène la boîte à son épaisseur nominale.

On place ensuite la première boîte sur la fraiseuse en la positionnant à l'aide d'un pion de centrage qu'on aura fabriqué avant. On l'aligne avec une équerre par rapport à une rainure de la table et on aura soin d'usiner les boîtes gauche et droite en les retournant de façon à éliminer une éventuelle erreur de positionnement.

On fraise les bords et la surface d'appuis sur les guides.

On trace l'emplacement du trou de lubrification. On perce en biais à partir de l'intérieur de la boîte et on perce le trou sur la face supérieure. On vérifie bien que les deux trous sont communicants.

Voilà, les six boîtes sont terminées.

Tant qu'on y est on va fabriquer les huileurs qui viendront se visser sur les boîtes. Pour cela, il faut d'abord fabriquer un outil porte-lame. Rien de bien compliqué. Juste une règle d'or, plus c'est gros, moins ça vibrera.

On découpe le plan pour reporter le profil sur la lame d'acier.


On profile la plaque d'acier à la lime et on perce les trous qui serviront à la fixer sur le porte lame.

Une fois la lame terminée, un petit séjour dans le four et une trempe à l'eau salée

Premier essai sans problème majeur.
La bonne pratique aurait voulu que je fabrique aussi un outil de forme pour aléser l'intérieur, mais j'ai trouvé plus simple de percer un trou en utilisant des forets de diamètre décroissant.


Un coup de filière et un passage à la fraiseuse pour fraiser l'hexagone et les huileurs sont prêts.

Autre chose à faire avant de placer les roues sur les essieux, la poulie d'excentrique qui entraînera la pompe automatique. Bon, je sais, tous les spécialiste m'ont affirmé que ça ne marchait pas, mais comme je suis curieux, j'essaye. Si vraiment ça ne marche pas, ce sera simple à démonter.


On attaque maintenant le mandrin de reprise qui servira à monter les roues entre pointes pour usiner le profil externe. Pour éviter de travailler avec le plateau, j'utilise une "pointe de fainéant" que je dresse à chaque utilisation et sur laquelle se fixe le pousse-toc. Ca permet de travailler avec le mandrin trois mors et d'éliminer les problème de concentricité rencontrés avec certaines pointes même placées dans le cône de broche. Eh oui, c'est du matériel chinois et il faut en connaître les limites et s'y adapter...



Fabrication du caisson d'atelage arrière :
Ca peut paraître un peu désordonné de commencer à toucher au chassis, mais j'aimerais bien le monter pour prendre les côtes définitives avant de finaliser les essieux.
Les entretoises sont normalement constituées de pièces de fonderie, mais le caisson arrière ne permettait pas l'accès au cendrier à partir de l'abris de la locomotive. Donc il a été décidé de fabriquer une entretoise mécanosoudée plus évidée afin de permettre l'accès au cendrier.
On fraise d'abord les chanfreins

On assemble

On effectue une première passe dans le fond du chanfrein. Tout semble bon et maintenant il ne reste plus qu'à remplir les chanfreins et à mettre l'entretoise aux cotes finales à la fraiseuse.

Bonne nouvelle. Il fait mauvais dehors. On peut abandonner le jardin et descendre à l'atelier.
Entretemps, j'ai continué l'usinage des roues bridées sur le sur-plateau, mais le système ne semble pas fiable. La roue à bougé lors de l'usinage. Rien de catastrophique, mais elle est légèrement excentrée et pas très belle. Donc, on reviendra au mandrin 4 mors.
De plus, une des roues avait été rechargée à l'arc pour colmater un défaut de coulée ce qui la rend impossible à usiner. Elle est irrécupérable. La recharge est trop profonde et empiète sur la zone qu'on doit garder. Donc, en comptant la première roue usinée sur le plateau, il manque deux roues qu'il faut recommander.
Ca prendra quelques semaines et entre temps, en attaque les boîtes d'essieux.
On part d'un carré de fonte qu'on dresse à la fraiseuse et qu'on découpe à longueur à la scie.
Une fois les blocs découpés, on marque le centre et on serre dans le mandrin 4 mors.
On dresse la face et on perce
On alèse de façon à pouvoir y placer les roulement à la presse et on effectue la rainure pour la lubrification du roulement.
On passe maintenant à la fraiseuse et on amène la boîte à son épaisseur nominale.
On place ensuite la première boîte sur la fraiseuse en la positionnant à l'aide d'un pion de centrage qu'on aura fabriqué avant. On l'aligne avec une équerre par rapport à une rainure de la table et on aura soin d'usiner les boîtes gauche et droite en les retournant de façon à éliminer une éventuelle erreur de positionnement.
On fraise les bords et la surface d'appuis sur les guides.
On trace l'emplacement du trou de lubrification. On perce en biais à partir de l'intérieur de la boîte et on perce le trou sur la face supérieure. On vérifie bien que les deux trous sont communicants.
Voilà, les six boîtes sont terminées.
Tant qu'on y est on va fabriquer les huileurs qui viendront se visser sur les boîtes. Pour cela, il faut d'abord fabriquer un outil porte-lame. Rien de bien compliqué. Juste une règle d'or, plus c'est gros, moins ça vibrera.
On découpe le plan pour reporter le profil sur la lame d'acier.
On profile la plaque d'acier à la lime et on perce les trous qui serviront à la fixer sur le porte lame.
Une fois la lame terminée, un petit séjour dans le four et une trempe à l'eau salée
Premier essai sans problème majeur.
La bonne pratique aurait voulu que je fabrique aussi un outil de forme pour aléser l'intérieur, mais j'ai trouvé plus simple de percer un trou en utilisant des forets de diamètre décroissant.
Un coup de filière et un passage à la fraiseuse pour fraiser l'hexagone et les huileurs sont prêts.
Autre chose à faire avant de placer les roues sur les essieux, la poulie d'excentrique qui entraînera la pompe automatique. Bon, je sais, tous les spécialiste m'ont affirmé que ça ne marchait pas, mais comme je suis curieux, j'essaye. Si vraiment ça ne marche pas, ce sera simple à démonter.
On attaque maintenant le mandrin de reprise qui servira à monter les roues entre pointes pour usiner le profil externe. Pour éviter de travailler avec le plateau, j'utilise une "pointe de fainéant" que je dresse à chaque utilisation et sur laquelle se fixe le pousse-toc. Ca permet de travailler avec le mandrin trois mors et d'éliminer les problème de concentricité rencontrés avec certaines pointes même placées dans le cône de broche. Eh oui, c'est du matériel chinois et il faut en connaître les limites et s'y adapter...
Fabrication du caisson d'atelage arrière :
Ca peut paraître un peu désordonné de commencer à toucher au chassis, mais j'aimerais bien le monter pour prendre les côtes définitives avant de finaliser les essieux.
Les entretoises sont normalement constituées de pièces de fonderie, mais le caisson arrière ne permettait pas l'accès au cendrier à partir de l'abris de la locomotive. Donc il a été décidé de fabriquer une entretoise mécanosoudée plus évidée afin de permettre l'accès au cendrier.
On fraise d'abord les chanfreins
On assemble
On effectue une première passe dans le fond du chanfrein. Tout semble bon et maintenant il ne reste plus qu'à remplir les chanfreins et à mettre l'entretoise aux cotes finales à la fraiseuse.
6 novembre 2014
Aujourd'hui, c'est le tour des sous-gardes, qui sont destinées à retenir les boîtes d'essieux pour qu'elles ne sortent pas de leur guides si on soulève la loco. Rien de bien particulier. Juste une pluie de copeaux.


Bon, la prochaine étape, ce sera les guides, mais demain, c'est un peu de mise en ordre de l'atelier et les courses. Eh oui, il faut manger !
12 novembre 2014
Les guides de boîtes sont bien avancés.
Un dégrossissage suivi d'une finition.

Vu la forme des ébauches, il est difficile de les mettre en place au maillet, donc on en profite pour essayer le bel étau auto-plaqueur qui prenait la poussière sur l'étagère.

Voila, les douze guides sont terminés et dans les tolérances. Il ne reste plus qu'à arrondir l'arête supérieure pour qu'elle vienne se positionner dans l'arrondi du longeron.
Prochaine étape, le perçage des trous de fixation dans le longeron et les guides.
18 novembre 2014
Aujourd'hui, la journée à commencé par un petit voyage jusqu'au Cateau (dept du Nord) pour aller récupérer les deux roues destinées à remplacer celle avec la réparation et celle qui avait bougé pendant l'usinage.
Ensuite, il est temps de se remettre au boulot. Puisqu'on a commencé les longerons, on va les terminer. Tout d'abord le traçage. Je n'ai pas voulu faire percer les trous lors de la découpe laser. Peut-être une erreur, mais par contre ça me laissait la possibilité de revoir mes plans et il y a eu des révisions.

Une fois les trous tracés et pointés, On commence le perçage. Rien de bien compliqué, mais il faut faire attention à percer le bon trou au bon diamètre.

Et même en faisant attention, on finit toujours par se retrouver avec un trou en trop. Bon, heureusement qu'il existe les forets à reboucher les trous.

Pour celui qui n'en aurait jamais vu, voici une photo...

Et voilà les deux longerons terminés. Juste encore quelques taraudages. Pour les trous de rivets destinés à fixer les cornières sur les bords, il seront percés plus tard, avant l'assemblage définitif.

26 novembre 2014
Bon, j'ai enfin pu me remettre un peu au boulot. On commence par l'entretoise arrière qui était déjà soudée et qu'il restait à mettre à la cote. Pas évident à brider mais tout s'est bien passé.


Enfin, le résultat est là. C'est beau et c'est d'équerre.

Après, c'est le tour de l'entretoise qui servira d'ancrage aux ressorts de suspension. Rien de bien compliqué non plus. Juste deux morceaux de plat soudés aux extrémités d'un bloc d'acier. Un peu de boulot pour faire les chamfreins, mais ça y est, la pièce est prête pour la soudure.

27 novembre 2014
Les pièces étant prêtes, il ne me restait plus qu'à les souder. Une bonne passe de pénétration dans le fond du chamfrein, puis remplissage.

Le résultat est plus qu'acceptable. Seul problème, j'avais prévu de mettre une barre dans les trous pour les aligner pendant le soudage. Résultat, ils ne sont pas alignés, mais pas dans le sens que je pensais. leurs axes ne sont plus parallèles, car les flancs de l'entretoise ont fléchi lors du soudage... Du plat de 15 pourtant !

Bon, comme les flancs sont fléchis vers l'intérieur, il faut reprendre un peu plus lors du fraisage, ce qui donne une entretoise 1 mm trop étroite. Ce n'est pas trop grave. C'est une entretoise intermédiaire dont le but principal est de servir d'ancrage aux ressorts de suspension. Il suffira d'intercaler deux feuilles de clinquant lors du montage. Pour les trous, mon ange gardien m'avait fait faire une erreur en les perçant à 12 au lieu de 16. Donc, il suffit de les re-percer avec une fraise à la taille de l'axe. Avec beaucoup de soins pour le positionnement, on finit par obtenir un résultat au delà de toute espérance. Non, je n'ai pas l'intention de faire l'axe en laiton, mais c'est la seule barre de 16 que j'ai sous la main.

Bon, voila une bonne journée, productive et pleine d'enseignements. Ne jamais sous-estimer la force du métal qui refroidit et cesser d'être radin sur les dimension d'une pièce à fraiser.
30 novembre 2014
J'espérais profiter de ce dimanche ensoleillé (d'après les prévisions météo) pour ramasser les feuilles du jardin, mais ce fut purée de pois toutes la journée. Quel bonheur, je peux passer une belle journée dans l'atelier sans culpabiliser de ne pas ramasser les feuilles...
Au programme, les entretoises. Je commence par l'entretoise qui servira de support au ressort de suspension arrière. Pas de problème particulier. Après, c'est nettoyage complet de la fraiseuse et on passe à la fonte avec l'entretoise avant inférieures qui servira de support aux cylindres. Là non plus, pas de problème particulier.

Résultat, deux entretoises terminées. Pour un dimanche, ce n'est pas si mal, sauf que dans la précipitation, les lamages ont été effectués du mauvais côté. Bon, on les refera de l'autre côté et personne ne le verra.

4 décembre 2014
On attaque maintenant les entretoises en fonte. Ici encore, pas de difficulté particulière, sinon le fait que les faces doivent être parallèles et à la bonne cote.

Le cylindre de bronze n'est pas la pour faire joli mais pour servir de pivot et s'assurer que la face plane de l'entretoise est bien plaquée contre le mors fixe de l'étau qui est la surface de référence. Pour les côté, on les usine avec le côté du tourteau sans changer le bridage. On est ainsi certains que ces deux faces seront parallèles.

Reste l'entretoise avant. Là encore, rien de difficile sinon le bridage qui requiert un peu d'imagination.



Voilà le résultat terminé. Toutes les cotes sont bonnes et les faces d'équerre.

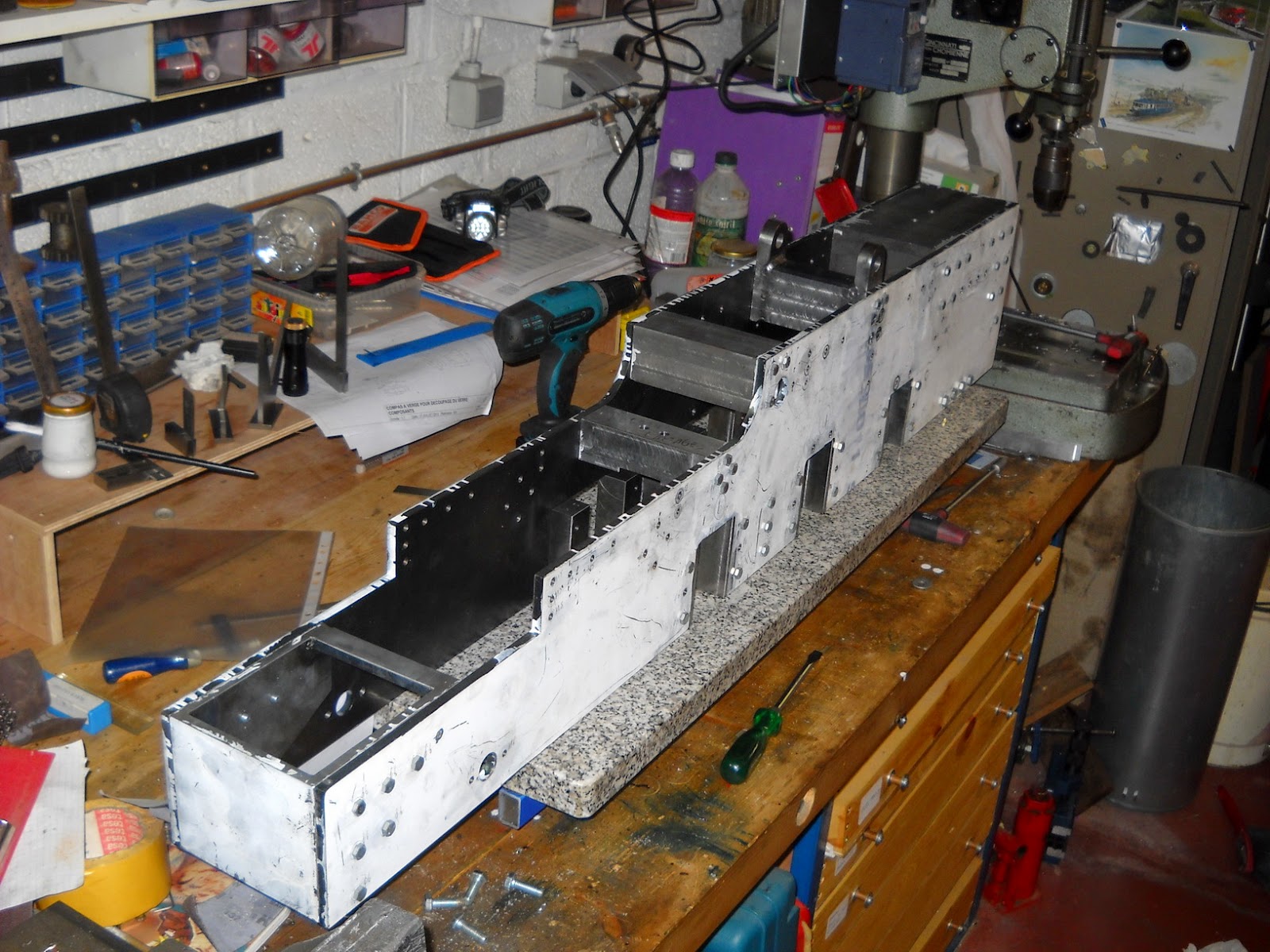
Maintenant il reste à faire les trous dans les entretoises et les tarauder. En attendant, je ne résiste pas au plaisir de disposer les entretoises en position sur un des longerons.

7 décembre 2014
Par cette belle journée de pluie et de brouillard, il aurait été impardonnable de ne pas progresser un peu.
Après perçage et taraudage des entretoises sur une face, on les assemble sur le chassis et on marque les trous sur la deuxième face. Ca se passe sur le marbre pour être certain d'avoir un chassis bien droit. Quand je dis "marbre", c'est un peut prétentieux, car il ne s'agit que de la tablette en granite d'un vieux convecteur à gaz, mais ça marche très bien.
Enfin, ce n'est pas encore terminé, mais on commence à voir à quoi ressemblera le chassis. C'est un premier encouragement.


10 Décembre 2014
Aujourd'hui, rien de bien spectaculaire. On commence par "réparer" les erreurs, c'est à dire le mauvais traçage des trous sur un des côtés de l'entretoise qui sert d'ancrage à la suspension. Un petit coup de foret à reboucher les trous (en pratique, le TIG), un coup de lime et la pièce est prête à être retracée.

Le chassis est maintenant complètement assemblé (assemblage temporaire) et les guides de boîtes d'essieux montées. Il faudra maintenant faire l'ajustage fin des boîtes d'essieux dans les guides. Un premier ajustage à été réalise, mais très serrant est avec les guides non boulonnés. Pour pouvoir rattraper une légère erreur éventuelle, j'ai décidé d'effectuer cette finition avec les essieux dans les boîtes.
On prépare donc le boulot pour demain. On découpe la barre d'étiré pou les essieux...

... et on fabrique l'outil de pose des roulements dans les boîtes.

12 Décembre 2014
Encore une belle journée de vent et de pluie passée au paradis.
Cette fois-ci, ce sont les essieux. Pas de problème particulier, si ce n'est le soin à apporter dans le respect des cotes. J'ai finalement décidé de coller les bagues intérieures des roulements de façon à rendre le démontage plus facile, mais à monter les roues à la presse avec un serrage de deux ou trois centièmes.


Un premier montage dans les boîtes d'essieux pour voir ce que ça donnera.

Il reste maintenant à fraiser les rainures de clavettes et d'amincir l'essieux avant pour placer la poulie d'excentrique de la pompe automatique.
14 décembre 2014
Journée délicate s'il en est. Le fraisage des rainures de clavettes dans les essieux. Rien de compliqué à fraiser une rainure ce clavette. Non, mais les deux rainures doivent être décalées de 90°.
On fraise serre l'essieu dans l'étau. Ici, premier problème. Je n'ai pas jugé utile de donner une passe de tour sur la partie centrale de l'essieu. Celui-ci n'est donc pas concentrique par rapport aux extrémités et ça complique le centrage pour fraiser les rainures. On repasse donc les essieux au tour.
Ensuite, on fraise la première rainure. Il s'agit de l'essieu avant qui a été aminci et perce pour placer la poulie d'excentrique pour la pompe.

Une fois la première rainure terminée, on ne retire surtout pas l'essieu de l'étau. On place sur l'autre extrémité un Vé avec son agrafe de fixation. On vérifie la perpendicularité du Vé avec une bonne équerre. On peut maintenant retirer l'essieu.

Il suffit maintenant de le retourner dans l'étau et de l'orienter à l'aide du Vé.

Voila tous les essieux terminés. J'en ai profité pour faire une rainure dans l'arbre de reprise qui servira à usiner les roues.

16 décembre 2014
Aujourd'hui, c'est l'épreuve de vérité. On mesure le parallélisme des essieux.
Pour cela, j'ai monté les essieux provisoirement, sans coller les roulements.
Ici, petite parenthèse. J'avais prévu de placer les roulement à la presse dans les boîtes de roulement. Cependant, après avoir usiné la première boîte, j'ai changé d'avis car je craignais que les roulements ne se déforment sous l'effet de la contrainte. La cage de ce type de roulement est particulièrement fine. J'ai donc usiné les 5 boîtes restantes de façon à coller les roulements. Bien m'en a pris. Ce matin, j'ai essayé de placer un roulement dans la première boîte à la presse. Pas de problème, par contre, pas moyen d'y glisser la bague interne. Mes craintes étaient donc fondées. J'ai donc retiré le roulement et agrandi le diamètre de quelques centièmes au tour avec de la toile émeris.
J'ai ensuite retiré les guides de boîtes arrières et plaqué les boîtes sur les guides avant avec les moyens du bord.


J'ai ensuite mesuré les dimensions entre les essieux. Environ 1/10 de différences entre côté gauche et droit. Pas trop grave. Ca pourra être corrigé en reprenant un peu sur une des faces des boîtes d'essieux. Comme expliqué plus haut, l'ajustage des boîtes dans les guides n'avait pas été complètement finalisé dans ce but.
21 décembre 2014
Bon, le dixième de jeu m'a tout de même fait réfléchir. Ce n'est pas beaucoup, mais il faut le rattraper proprement. J'ai donc fait appel à l'équipe pour les conseils et Jean-Marie Duroisin m'a honoré de sa visite et de ses remarques constructives. Ca m'a permis de me rendre compte que si j'avais prévu des goupilles de positionnement sur le chassis, je les avait tout a fait oubliées sur les guides de boîtes d'essieux. Il a également mis le doigt sur un point faible des essieux. L'effort axial n'est repris que par la friction de la roue sur les bagues de friction situées à l'extérieur des boîtes d'essieu.
Donc, il faut revoir ces quelques points qui sont tout de même loin d'être des détails.
J'ai donc décidé d'en profiter pour faire quelques travaux qui ne demandent pas trop de ressources intellectuelles de façon à délester le cerveau et le laisser disponible pour trouver une solution aux différents problèmes.
Le chassis a donc été démonté pour percer les trous des goupilles et tant qu'on y est percer les trous pour les rivets de fixation des cornières et les trous de fixation des traverses dans les entretoises d'extrémité. Ca veut dire aussi préparer les cornières et les entretoises. Bref, du traçage et du perçage en perspective.

Tant qu'on y sera, les cornières seront rivetées sur les longerons. Bon, ce n'est pas tout. Je suis tout seul pour riveter, ce qui est loin d'être la solution idéale. Je vais donc essayer de valoriser une poinçonneuse que j'ai un jour achetée en la transformant en presse à riveter. Rien de bien compliqué.

Il faut juste remplacer le poinçon et la matrice par une bouterolle et une contre-bouterolle.
Ca me fera quelques petits travaux qui pourront être effectués à temps perdu, car les fêtes de fin d'année arrivent à grands pas et je vais lever le pieds pour ne pas passer tout mon temps dans la cave.
Je reprendrai les travaux sérieux avec l'ajustage du chassis et la fabrication des roues début janvier.
28 décembre 2014
Ben non, je ne suis pas parvenu à rester une semaine sans desSicendre à l'atelier.
J'en ai profité pour terminer la riveteuse. Les deux bouterolles ont été fabriquées à partir d'un morceau d'acier Stub, l'empreinte faite au tour avec une fraise hémisphérique, le tout trempé et revenu. Les premier essais semblent concluants.

Sinon, je ne suis pas demeuré inactif. J'ai trouvé uine solution à mon problème de rattrapage de jeux axial sur les essieux. La difficulté était de soulager la bague de friction qui se trouve à l'extérieur de la boîte d'essieu (à droite sur l'éclaté) et si possible de pouvoir compenser le jeu axial du à l'usure sans devoir retirer les roues de l'essieu.

J'ai donc décidé de visser une plaque d'acier sur la face interne de la boîte d'essieu qui servira de support à une garniture de friction en deux parties constituée de deux plaques de laiton vissées sur la plaque d'acier. L'ensemble est complété par une bague en acier fixée sur l'essieu à l'aide de trois vis pointeau. On peut ainsi régler le jeux axial à volonté et s'affranchir (et éviter) de l'usure de la bague de friction située sur la face externe.

Bon pour tant faire que d'avoir enfilé le bleu pour faire les bouterolles, j'ai déjà tourné les six bagues d'acier qui viennent se placer sur les essieux. Il ne reste qu'à percer et tarauder les trous pour les vis pointeau.

31 décembre 2014
Ben, je m'étais juré de ne pas descendre dans mon atelier aujourd'hui, mais c'est raté.
Hier j'avais déjà découpé les plaquettes d'acier ainsi que les garnitures d'usure en laiton.
Ce matin, j'ai tout percé et taraudé. Du boulot facile, mais qui prend du temps.

Ensuite, il faut découper le trou central. Là, le moyen le plus propre et le plus rapide pour une petite série est de le faire au tour. J'ai donc pris une plaque d'acier que j'avais récupérée dans la poubelle du soudeur sur un des derniers chantier où je suis allé, et j'en ai fait un superbe support pour l'usinage de mes plaques.
On met le tout dans le mandrin 4 mors,

On se fabrique un outil à saigner, on croise les doigts et...

Ca marche !

Bon, maintenant j'arrête et je vais prendre la douche. Les autres plaques attendront l'année prochaine.
3 Janvier 2015
Non ,je n'ai pas travaillé le premier janvier, mais hier, j'ai tout de même terminé les garnitures d'usure internes et les plaques support. Les plaques d'acier n'ont pas posé de problème, mais avec les plaques de laiton, j'y ai cassé un outil, heureusement sans abîmer la pièce. Le fait que la partie à découper soit en deux parties à causé un blocage au moment ou l'outil est passé à travers la pièce. Pour les suivantes, j'ai donc arrêté la coupe à 1/10 de la fin et terminé de couper la fine lame de laiton restante à la main.

Voila toutes les pièces prêtes à monter.

Aujourd'hui, j'ai monté les garnitures de friction sur les boîtes et rabattu les arêtes à la lime. Ca aide les boîtes à coulisser sans à coups dans les glissières. On m'avait dit "en vendre de poisson", mais il faut quand même garder suffisamment de surface plane pour permettre un bon guidage de la boîte dans ses guides. Les vis à têtes fraisées de la photo sont en acier, mais seront remplacées par des vis en laiton sur le montage définitif, car elles sont susceptibles d'être mise à nu par l'usure de la garniture.

Ensuite, il ne me restait plus qu'à coller les bagues internes des roulement sur les essieux. Pour cela il fallait enfiler les butées car ensuite, elle ne passent plus. Il fallait également monter la poulie d'excentrique pour la pompe. Heureusement, je me suis rendu compte à temps qu'avec la poulie d'excentrique, je n'avais plus assez de place pour placer la butée. Il a donc fallu fabriquer une nouvelle butée modifiée qui vient partiellement coiffer le rebord de la poulie d'excentrique.
Après, il ne restait plus qu'à coller les bagues sur un des côtés de l'essieu (Loctite 648). L'autre côté attendra demain.

12 janvier 2015
Avant que certains ne me traitent de fainéant, je m'empresse de poster quelques nouvelles.
Je travaille toujours, mais à un rythme plus cahotique. Visite au salon du modélisme de Karlsruhe, formalités pour finaliser ma domiciliation en Belgique, etc, ça prend du temps mais il faut y passer.
Bon, côté loco, les roulements ont été collés dans les boîtes, et j'ai repris la préparation des longerons avant l'assemblage définitif (j'espère...). Il faut fabriquer les cornières qui seront rivetées sur les bords, et pas le plus plaisant, poncer les longerons pour enlever la calamine. Est-ce vraiment nécessaire ? D'après certains, Indispensable ! Personnellement, j'en doute un peu. Je n'ai jamais retiré la calamine sur aucune construction métallique que j'ai faite et un bon primaire suffit à les protéger de la rouille. Donc, j'ai une forte impression que seule les faces externes des longerons seront décapées. Pour le reste, on se contentera d'un bon ponçage pour améliorer l'accrochage de la peinture.

Jeudi 15 janvier 2014
Aujourd'hui, la journée a été consacrée au rivetage des cornières sur les bords des longerons.
C'était le premier essai en grandeur réelle de la presse donc un peut d'appréhension.
Je suis tout seul, donc il faut agir en conséquence. La servante à rouleaux m'a donc été d'une grande aide pour maintenir le longeron horizontal.

Ensuite, il faut déterminer la longueur optimale du rivet et les couper. Une simple coupe à la pince coupante. Je pensais devoir meuler l'extrémité pour l'aplanir, mais ce n'est pas nécessaire.

Le premier essais semble concluant. Il s'agit ici des rivets matés sur un trou chanfreiné pour pouvoir placer l'entretoise. Il ne faut pas qu'après la pose le rivet dépasse du longeron, sinon il aurait fallu les meuler.

Pour les rivets à double tête, il suffit juste de changer la bouterolle plane par une bouterolle classique et le résultat est plus qu'acceptable. On voit ici la partie formée à la presse située à l'intérieur du longeron.

Côté face, les têtes des rivets n'ont pas souffert lors de l'opération, donc la bouterolle est bonne.

Voilà les deux longerons terminés.

Finalement le seul problème rencontré a été une légère déformation d'une cornière. En effet, sur les cornières avant qui vont servir à la fixation du chasse pierres, j'ai eu un léger cintrage du à l'écrasement de la cornière qui a provoqué l'allongement d'une des ailes. Rien de bien grave. Deux coups de marteau et le problème était réglé, mais pour les autres cornières, j'ai pris soin de riveter les extrémités après avoir posé le rivet central.
31 janvier 2015
Ouf, j'ai enfin retrouvé un peu de temps à consacrer à ma loco. Aujourd'hui, c'est l'ajustage final du chassis et des boîtes d'essieux.
On commence par aligner le mieux possible les deux longerons. On déserre légèrement les vis et on ajuste au maillet. Les deux longerons sont supposés identiques (découpé au laser), donc ça se joue sur une fraction de millimètre. On contrôle à l'équerre et lorsque tout est bon, on serre les vis. Pour le chassis, j'utilise de la boulonnerie 12.9 de façon à pouvoir serrer un peu plus et éviter que ça ne bouge. Il y aura également des goupilles de positionnement.

On place alors les guides de boîtes d'essieux, mais uniquement les guides avants. On monte les essieux et les boîtes et on plaque les ensembles boîtes-essieux sur les faces des guides. Pour ça, on utilise de la chambre à air de vélo. Facile à trouver, les cyclotouristes sont trop fainéants pour les emporter avec eux et les abandonnent le long des routes lorsqu'ils crèvent.

Il faut maintenant mesurer les entraxes. Ici, les experts en locomotives travaillent au micron (ou tout au moins le disent...). Comme je ne suis pas un expert, je me contenterai d'un excellent pieds à coulisse qui me permet une bonne lecture à deux centièmes et d'estimer raisonnablement le centième..
Les deux essieux avant sont bon. Les deux essieux arrières montrent une différence de 5 centièmes. J'ai donc repercé les trous des vis de fixation de la boîte d'essieux à 6.1 au lieu de 6 et j'ai intercalé une languette de clinquant de 0.05 entre le guide et le longeron. Après vérification, tout est ok.
On peut retirer les essieux et terminer d'ajuster les boîtes car j'avais usinés celle-ci légèrement plus grosses, donc elle ne coulissaient pas librement dans les guides.

Pour l'ajustage, je noircis au marqueur le flanc de la boîte d'essieu et on voit directement les points de friction. Il suffit de rectifier le point haut au grattoir. En procédant ainsi plusieurs fois, on arrive à un frottement doux (encore un peu dur). Attentions, la e grattage ne se fait que sur les faces arrières des boîtes. On ne touche pas à la face avant qui sert de référence, sinon l'alignement des essieux serait à refaire.

Et voilà les boîtes montées. Il ne reste plus qu'à achever les perçages des trous pour les goupilles et d'immobiliser définitivement le tout. Normalement, à ce stade, le chassis ni les guides ne seront plus démontés. C'est pour cela que j'avais procédé au rivetage des cornières. Il faudra juste encore placer une petite entretoise à l'avant pour supporter la pompe d'excentrique, mais elle n'est pas encore terminée.

17 février 2015
Ouf, j'ai enfin retrouvé un peu de temps.
Je considère le chassis comme terminé. Encore un ou deux centième de différence dans les entraxes des essieux, mais ça devrait aller.
Je me suis donc remis aux roues. Comme j'en avait parlé précédemment, j'avais raté une roue qui avait bougé lors de l'usinage et qui était excentrée, et une autre comportait un défaut de fonderie qui en rendait l'usinage impossible. Je donne donc ici un petit résumé de la méthode que j'ai utilisée et qui a donné toute satisfaction.
On commence par tracer le centre. J'ai utilisé l'équerre à centrer mais j'ai quand même vérifié par rapport au bord intérieur de la fonderie.

On place la roue dans le mandrin 3 mors et on usine la face intérieure. Rien de compliqué. Il faut juste s'assurer de laisser assez de "viande" pour l'usinage de la face externe.
Ensuite, on centre la roue dans le mandrin 4 mors. Ici, on usine la face externe et on amène la roue à son épaisseur finale.

La face externe de la roue étant la face de référence, on réalise maintenant l'alésage central.
On commence par dégrossir au foret, on enlève les deux derniers millimètres à la barre d'alésage et on termine à l'alésoir expansible. L'alésoir a été ajusté au préalable et testé sur un rondin de fonte.



On termine enfin par le dégrossissage de la deuxième partie qu'on n'a pas pu faire lors de l'opération précédente. On dégrossit la deuxième partie à un diamètre légèrement supérieur car le profil final comporte un épaulement.

Voilà les six roues terminées. On notera l'état de surface de la troisième roue vers le bas qui est nettement meilleur. C'est simplement dû à la qualité différente de la fonte. Cette roue est un fond de stock de chez STEAM, tandis que les autres proviennent également de chez STEAM, mais sont des fabrications récentes. Comme quoi,...

Une reprise précise des cotes sur les essieux et les alésages de roues montrent que tout semble correct. Elles correspondent à des tolérances H7/n6-p6.
Demain j'attaque le perçage des trous des manetons et les la taille des rainures de clavettes.
19 février 2015
Pour percer les trous des manetons, la seule cote critique est l'entraxe entre le centre de la roue et le centre du maneton qui doit absolument être identique sur toutes les roues. J'ai donc commencé par marquer l'emplacement du trou à percer, mais c'est essentiellement pour l'orientation radiale (voir ci-après).
On commence par centrer la roue sur son support avec le pion de centrage (à droite sur la photo). On clame la roue et on retire le pion. On centre alors la roue immobilisée par rapport à l'axe de la fraiseuse. On bloque l'axe des Y, on déplace la table de la fraiseuse de 43 mm (l'entraxe entre essieux et maneton) et on bloque l'axe des X. L'axe de la fraiseuse est maintenant à 43 mm de l'axe de l'essieux, c'est à dire prêt pour percer les trous des manetons.

On remet le pion, on déserre un peu la roue et on la fait pivoter pour aligner le perçage le plus au centre possible de la masse de fonte. Ce n'est pas critique, mais l'esthétique en dépendra.
Ici, rien de particulier. J'ai percé avec un foret et terminé avec une fraise pour avoir un bon état de surface dans le trou. Logiquement il aurait fallu passer l'alésoir, mais je n'avais pas de foret juste sous la cote de l'alésoir.

Bon, jusqu'ici, tout va bien, enfin, presque.... N'ayant personne derrière moi lorsque je travaille, il n'y avait personne non plus pour me mettre le magistral coup de pied au c... que je méritais. J'ai bien dit plus haut que la face externe de la roue était la face de références par rapport à laquelle l'alésage de la roue avait été réalisé. Pourquoi donc n'ai-je pas mis cette face contre le support que j'avais soigneusement dégauchi dans une étape précédente ? Je me suis rendu compte de l'erreur en libérant la dernière roue. Un peu tard.

Il ne me restait plus qu'à modifier le support en fraisant l'emplacement pour le contrepoids.
J'ai quand même passé un coup de comparateur dans le trou en ayant fixé les roues dans la bonne position et on ne voyait pas d'erreur d'alignement majeure (max 1.5 centième), mais j'ai quand même repasse un petit coup de tête à aléser. Il faudra juste tenir compte du nouveau diamètre lorsque je fabriquerai les manetons.

26 février 2015
Aujourd'hui, on met les roues à la cote. Rien de spécial, sinon qu'il faut travailler précisément pour avoir une bonne tenue du bandage. L'opération se fait au tour, entre pointes, en utilisant l'axe de reprise que j'avais fabriqué.

2 mars 2015
Aujourd'hui, je n'avais plus d'excuse pour encore reporter cette étape angoissante qu'est la mise en place des bandages par frettage à chaud. Je dis angoissante, car on n'a pas trop le droits à l'erreur et c'est chaud, aussi bien pour le matériel que pour les doigts. Si un bandage est mal posé, il n'y a guère qu'à le couper à la disqueuse et à le recommencer, en espérant que la roue ne doit pas abîmée. Donc, bien préparer, et répéter les opérations avant.
J'ai fait ça sur mon support de brasage sur lequel j'ai dressé 4 briques réfractaires pour garder un peu la chaleur. Le bandage est posé sur trois petits supports et le chalumeau est positionné au dessus, pas trop près, de façon à ce que la flamme se répartisse bien autour du bandage et le chauffe d'une façon homogène. Temps de chauffage, 12 minutes (ça fait mal au bras de tenir le chalumeau), puis on coupe tout et on dépose la roue dans le bandage. Après une heure et demi, les six roues sont terminées et finalement ça ne méritait pas tout ce stress.

Voila les roues terminée. Non, ce ne sont pas des bandages en caoutchouc, mais ils ont pris une belle couleur bleu foncé suite au chauffage (400 - 450 degrés).

1 mai
Ouf, ça fait plus d'un mois que je n'avais plus rien fait. Enfin, quelques heures grappillées lorsque j'en avais le temps.
J'ai enfin pu terminer les roues, c'est à dire usiner le profil du bandage.
Pour cela, les roues ont été reprise entre-pointes avec l'arbre de reprise et le profil usiné suivant les recommandations en vigueur au PTVF. Rien de bien compliqué, enfin, façon de parler.

Eh oui, il n'y a que cinq roues. Où donc se cache la sixième ? Bon, j'ai finalement décidé d'insérer sa photo. Eh oui, le boudin a été usiné du mauvais côté ! C'est ce qui arrive lorsqu'un voisin vient vous casser les c......s pendant que vous travaillez. Déjà qu'il ne m'en faut pas beaucoup pour faire des conneries, si en plus on vient m'aider...

Comment faire pour retirer le bandage et récupérer le moyeu en fonte ? On m'avait dit que c'était impossible à retirer sans la disqueuse. J'ai quant même essayé une autre méthode. J'ai mis la roue en charge avec 5 tonnes sous la presse puis j'ai chauffé le bandage au chalumeau oxy-acéthylénique. Et hop, comme par miracle le bandage s'est retiré. Comme quoi il ne faut pas toujours écouter ce qu'on raconte, ou tout au moins ne pas le considérer comme l'évangile.

Bon, il ne reste plus qu'a faire un nouveau bandage et à le fretter. La technique est au point, mais c'est quand même une journée de travail de perdue.
Pour rester positif, ça m'a au moins permis de tester le serrage de mes bandages, et comme cette roue était une des deux présentant le moins de serrage, les autres doivent être bonnes.
Pour en revenir à la fixation des roues sur les essieux, j'avais mentionné mon changement de plan qui consistait à abandonner l'emmanchement de force pour un collage à la Loctite. Il a donc fallu repasser un petit coup d'alésoir pour récupérer quelques centièmes.

Pour changer de couleur, je m'attaque maintenant aux bagues de friction qui vont s'emboîter dans la face externe des boîtes d'essieux. Ici, rien de bien compliqué. J'ai juste donné un peut plus de jeux aux roues médianes pour permettre une meilleure inscription dans les courbes. Sur la vraie Decauville, le boudin de ces deux roues est presque inexistant.


On peut maintenant monter les essieux à blanc de façon à vérifier les côtes et les espacement des roues. Rien à signaler. Comme sur le plan.

Et tant que j'y suis, je ne résiste pas à poser le tout sur le coupon de rail. Je m'était mis comme objectif d'avoir le chassis sur les roues pour l'été, et j'y suis, enfin, presque. Je dis presque, car il faut encore fabriquer les manettons et fixer les roues définitivement sur les essieux après les avoir quartées, mais on s'en rapproche.

2 Juillet 2015
Mai, juin. Ca fait tout juste deux mois que je n'ai rien fait. Enfin, pas tout à fait, car il m'arrivait d'aller passer quelques heures de détente dans mon atelier et je trouve enfin un peu de temps pour poster les quelques progrès que j'ai fait.
Avant de coller les roues sur les essieux, il me fallait fabriquer les manetons. Ici, rien de particulier. Un morceau de Stub et ça s'usine presque tout seul. Juste bien respecter les diamètres, aussi bien de la partie qui sert de pivot que celle qui va s'emmancher dans la roue.

Ensuite, le collage des roues. La difficulté ici est la quartage. Pour permettre un démarrage de la locomotive quelle que soit la position des roues, les deux roues d'un même essieux sont décalées de 90 degrés. L'important ici n'est pas tant les 90 degrés que le fait d'avoir le même décalage sur les trois essieux. Donc, il faut faire preuve d'un peu d'imagination. Après consultation de la littérature sur le sujet, je me suis rendu compte qu'il existe sans doute autant de méthode différentes que de modélistes, chaque méthode étant bien entendu la seule et unique qui fonctionne... J'ai donc choisi d'en rajouter une à la longue série. Il me fallait un support de référence et un dispositif me permettant de maintenir l'essieu. Quoi de mieux qu'une table de fraiseuse et un diviseur avec sa
contre-pointe.

J'ai donc commencé par coller une roue sur chaque essieu. Ici, la position n'a pas d'importance.
Ensuite, mon plan était de placer le maneton sur un bloc de référence (ici le V d'ajusteur peint en vert) et de venir asseoir le toc d'entraînement du diviseur sur le maneton. On serre le toc sur la pointe et on tourne le diviseur de 90 degrés.

L'essieu tourne librement sur les pointes, et on vient poser le maneton sur le toc. La roue a ainsi tourné de 90 degrés.

Il suffit maintenant de mettre de la Loctite sur l'essieu et la deuxième roue, d'assembler les deux, de placer le tout entre-pointes, de positionner le maneton de gauche (celui de la roue déjà collée) contre le toc et de venir positionner le maneton de droite sur le sommet du bloc. Les roues sont ainsi positionnées à 90 degrés. Et c'est là que je me retrouve comme un con, avec le bloc qui ne peut pas passer à cause du support de contre-pointe. Comme la Loctite a un temps de prise qui se compte en dizaine de secondes, j'ai mes roues collées à un angle indéterminé. Il faut donc décoller.

Heureusement, un des arguments avancé par Jacques Fecherolle lorsqu'il m'avait vendu l'idée de les coller était qu'avec un coup de chalumeau on peut les décoller, j'ai pu vérifier ses dires. Et il avait raison. Chalumeau et presse, la roue s'est retirée toute seule. Juste ma belle peinture à refaire mais c'est un détail
J'ai donc remis ça avec cette fois un repère qui m'offrait plus de souplesse dans son positionnement et là, plus de problème..


En une heure les trois essieux sont collés.

Il ne reste plus qu'à sécuriser le collage avec une vis entre cuir et chair pour reprendre l'expression en usage, et normalement je ne devrais pas avoir de décollement ni de décalage.

Quel bonheur de pouvoir placer les essieux sur le chassis.

Cette belle photo clôture le chapitre sur le chassis et les essieux. Je vais maintenant m'attaquer à la suspension. J'inviterai donc le lecteur à me rejoindre dans une nouveau chapitre d'ici quelques jours ou plutôt fin juillet.