Tôlerie (première partie)
15 décembre 2017 :
Nous voici au début d'un nouveau chapitre, et pas des moindres, car je me sens plus à l'aise en construction mécanique qu'en carrosserie.
J'avais déjà formé la tôle d'enveloppe de la boîte à feu (voir chapitre Chaudière-2). Il me restait le corps cylindrique.
J'avais déjà fait découper une tôle par découpe laser, mais il faut encore ajuster et faire la découpe pour la selle de chaudière. Rien de bien compliqué, mais du chipotage avec à la clef je ne sais combien de montages et démontages de la cheminée et de la tôle. J'aurais pu faire plus simple en coiffant l'enveloppe avec la cheminée, mais j'ai dû ajuster le trou autour de la cheminée. D'une part pour coller au plus près avec l'original et tout simplement parce que la cheminée que j'ai achetée ne m'offrait guère le choix. Il fallait donc essayer d'avoir l'espace le plus réduit possible entre la cheminée et la tôle. C'était moins critique pour le dôme car il sera masqué par la coiffe.
On commence par cintrer la tôle et recouper l'excès.

Et voilà l'ajustage avec les cordes pour resserrer l'enveloppe.

Bon, ce n'est finalement pas trop mal ajusté.

Et voici la tôle terminée.
J'en ai profité pour remettre la chaudière sur la loco et monter la porte de boîte à fumée, car ma mère vient me rendre visite fin de la semaine prochaine et sans ça, elle est capable d'encore me dire que je n'avance pas.

Prochaine étape, les bâches à eau.
25 décembre 2017
Joyeux Noël à tous.
Ce que j'ai à poster aujourd'hui n'a qu'un rapport indirect avec la locomotive mais c'est le genre de petit projet qui traînait depuis des mois ou même des années sans que je me donne le temps de le finaliser. Eh bien, voilà qui est (presque fait). De quoi s'agit-il ? D'un dynamomètre pour mesurer l'effort de traction de la locomotive. J'avais acheté il y a au moins trois ans une cellule de charge de 200 kg mais elle ne comporte qu'un pont de quatre jauges de contraintes et donc pas d'électronique. Bon ce n'est pas de l'électronique de haut vol. Il s'agit juste d'un petit amplificateur d'instrumentation qui se monte avec une résistance pour ajuster le gain.

Ca fait des années que le montage existait sur une breadboard mais il fallait encore finaliser le tout sur une plaque de prototypage et le mettre dans une boîte. Voilà qui est fait.

La lecture et l'enregistrement se fait sur un petit datalogger acheté en même temps que la cellule de charge, mais maintenant que j'ai découvert les possibilités d'Arduino, la lecture par un Arduino et le stockage des données sur une carte micro SD ne saurait tarder (encore quelques mois... ou années).
La raison pour laquelle je m'intéresse à ce genre de chose est qu'une fois ma loco terminée, j'aimerais l'instrumenter. C'est à dire au minimum mesurer la puissance délivrée au crochet (effort de traction multiplié par la vitesse) et traçage des diagrammes PV avec des capteurs de pression placés sur les cylindres. Enfin, avant ça, il y a encore du boulot pour terminer la bête.
2 janvier 2018
Je vous souhaite à tous (et toutes) mes meilleurs voeux pour 2018.
Comme j'avais partiellement finalisé le petit projet du dynamomètre, je n'ai pas pu résister à faire un pas de plus et à le connecter sur un Arduino.

Voilà, plus besoin de lire la valeur en volts sur un voltmètre. Maintenant elle s'affiche directement en kilos sur un afficheur lcd, avec en plus une option pour la calibration du zéro lors de l'initialisation. Bon, maintenant, il faudra encore ajouter un deuxième canal de lecture pour enregistrer la vitesse de la locomotive et un support de carte SD pour y stocker les données. Il sera ainsi possible de connaître en continu la puissance délivrée au crochet, sujet qui semble alimenter des discussions interminables dans le petit monde de la vapeur vive mais que peu de gens semblent décidés à résoudre. J'ai bien vu quelques articles de réalisations chez nos voisins d'Outre-Manche, mais pas encore côté francophone. Bon, j'ai jusqu'à la bonne saison pour le finaliser de façon à au moins le tester sur l'un ou l'autre loco.
Maintenant, revenons en à la tôlerie.
Tout d'abord découper les éléments de cornière pour construire les bâches à eau. Et il y en a beaucoup...

Pour commencer sur de bonnes bases, je décide d'attaquer avec des longueurs les plus proches possible des plans. Pour cela, j'ajuste les longueurs à la fraiseuse. En s'organisant un peu, ça va assez vite. L'équerre sur la droite sert de butée de positionnement.

Les tôles à cintrer sont d'une part les fonds des bâches à eau et le toit de l'abri.
J'ai bien une cintreuse, mais de peu d'utilité pour ce genre de cintrage.
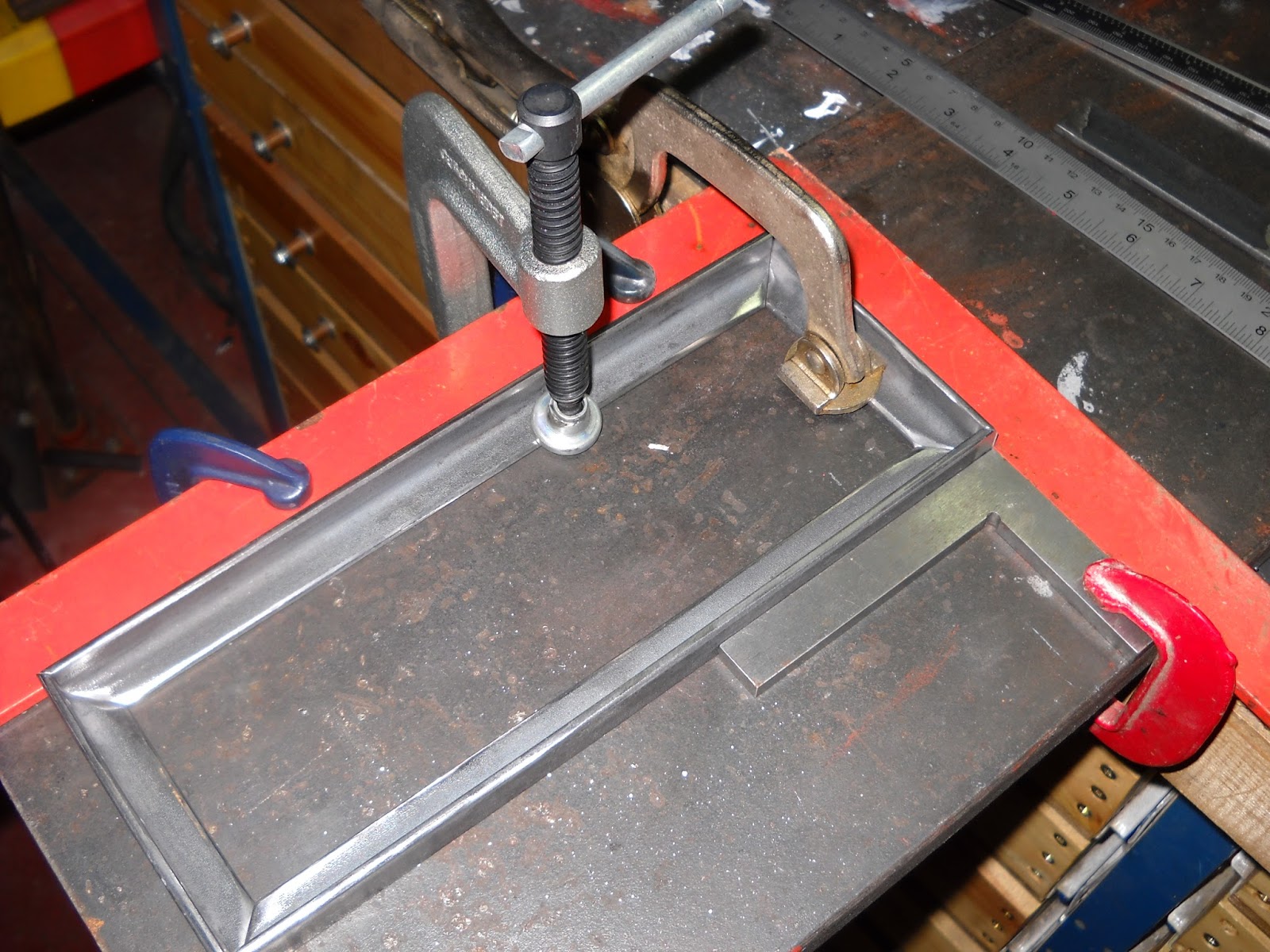
Je décide donc d'essayer de fabriquer des matrices de cintrage à l'aide d'un cylindre sur lequel je soude un plat. Bon, c'est une méthode applicable pour les fonds des bâches mais pas pour le toit.

Voilà, on clame la tôle (un morceau d'essai) sur la matrice, on chauffe au chalumeau et on plie de l'autre main.

Bon, pas terrible. Quand je disais que je n'étais pas inspiré...

8 janvier 2018
Bonjour à tous. Avant d'enfin me remettre au boulot, je fais encore vite une petite digression pour vous présenter la petite dernière. Ca fait longtemps que je m'intéressais à la chose et j'ai fini par craquer mais rassurez-vous, je n'ai pas décidé de terminer la construction de ma loco en plastique.
Et voilà de déballage. Presque aussi excitant qu'un striptease.

Et comme premier objet, au lieu d'imprimer les stupides petites figurines dont les fichiers sont fournis avec l'imprimante, je me lance directement dans la frabrication, pardon, l'impression d'un bouchon de chapelle.

Et voilà le résultat. Vraiment encourageant. Le filet semble tout à fait fonctionnel (M12x100). Il faudra que je dessine un écrou, sans doute avec une légère tolérance positive, car je ne suis pas certain que le logiciel qui produise le Gcode gère les tolérances, tout au moins la version que j'utilise.

Tant qu'on y est, j'attaque l'impression de la carotte du robinet de chapelle. Bon, c'est une ancienne version cylindrique, mais ça le fait. Par contre, ici, il faut imprimer un support car il y a beaucoup de prote-à-faux.

Et voilà le travail. Vraiment pas mauvais. L'état de surface est tout juste très finement strié.

Pour les supports, il faut les nettoyer au cutter. Si vraiment l'état de surface de la partie à nettoyer est vraiment critique, comme c'est le cas ici, il aurait sans doute été plus judicieux de l'imprimer verticalement ce qui n'aurait nécessité des support que sous la poignée. Bref, c'est comme l'usinage où il faut réfléchir comment on va brider la pièce pour pouvoir usiner les parties critiques dans les meilleures conditions.
Bon, maintenant, c'est promis, j'arrête de déconner et je retourne travailler.
11 janvier 2018
Bonjour. Comme promis quelque lignes plus haut, je me suis remis au travail sérieux.
Comme je n'aime pas laisser des problèmes sans solution derrière moi, je n'avais pas vraiment envie de me lancer dans la tôlerie sans résoudre mon problème de cintrage des tôles.
J'ai donc fait appel aux amis, en l'occurrence Alain Bersillon que la plupart d'entre-vous connaissent pour sa Boîte à fumée (la revue) et qui a réalisé d'une façon magistrale la tôlerie de sa Decauville 020. Il m'a donc donné un truc qui consiste à faire un dispositif composé de deux cylindres (ici pour l'essai deux morceau de tube chromé) reliés entre eux d'une façon rigide et espacés de façon à pouvoir tout juste y insérer la tôle à travailler. Ensuite, on trace des lignes parallèles sur la tôle de façon à la présenter bien perpendiculaire, et on exerce de petites pesées régulièrement espacées de façon à cintrer progressivement la tôle.


Avec un peu de patience, on arrive à un excellent résultat, et surtout, on arrive à positionner très exactement la partie cintrée.

Bon, ceci étant réglé, je pouvais attaquer les choses sérieuses.
Lorsque j'ai fait les des soutes à eau, j'avais prévu de les rendre fonctionnelles et donc tout devait être riveté. Par la suite, j'ai abandonné l'idée de les rendre fonctionnelles car étant en acier normal, ça allait être un nid à rouille. étant donné la petite taille, il aurait été difficile d'appliquer un traitement anti-rouille valable et aussi, la réserve d'eau contenue dans le wagon d'accompagnement est largement suffisante. Les soutes à eau n'étant pas fonctionnelles, était-il encore justifié de faire un assemblage riveté ?? Sauf pour le plaisir de se faire ch...., ça n'était plus vraiment justifié, d'autant que je travaille seul, sans troisième main pour le rivetage. J'ai donc revu mon programme de construction en conséquence.
Pour commencer, je décide de percer les trous de rivets. Je ne les avais en effet pas fait faire lors de la découpe au laser, d'une part parce que je n'avais encore jamais fait appel à cette technique et donc ne savait pas trop ce que je pouvais en attendre et d'autre part pour me laisser plus de souplesse pour des modifications de dernière minute, surtout dans l'hypothèse d'un assemblage riveté. Les rivets étant purement décoratifs, il me suffit de faire des trous que je chanfreine sur la face interne pour y écraser le rivet.
Bon, c'est un boulot répétitif, mais qui avance quand même assez vite. En tout, deux jours de boulot quand même pour toutes les tôles des soutes à eau.
Le traçage et marquage au pointeau

Le pointage, le perçage à 2.5 et enfin à 4 pour garder un bon alignement des trous.

Et voilà déjà le résultat sur les deux faces frontales.

On voit ici les trous chanfreinés et les queues de rivets matées. Ensuite, il suffira de donner un petit coup de disque à lamelles pour araser d'un ou l'autre rivet qui dépasserait.

16 janvier 2018
Bonjour,
Juste une petite mise à jour pour dire que je suis toujours vivant.
Après la découpe de tous les éléments de la structure, il faut les assembler. Ca ne pose pas trop de problème, mais il faut soigner particulièrement l'équerrage car une erreur au début se retrouvera inévitablement à l'autre extrémité de la soute à eau et comme l'aspect esthétique de la loco en dépendra directement... Je n'hésite donc pas à bien brider les cornières avant soudure et à souder en essayant de minimiser les déformations.
Pour l'assemblage, j'ai ressorti le marbre. Ca permet d'avoir une bonne surface de référence bien plane.

Bon, avec toutes ces vérifications, ça n'avance pas très vite, mais il vaut mieux vérifier deux fois (voir trois) plutôt que de faire une connerie.
22 janvier 2018
Une fois les caissons des soutes à charbon terminés, je passe à la partie avant, c'est à dire la face supérieure des soutes à eau. Ca me permettra de terminer par le cadre qui entoure l'ouverture supérieure des soutes à charbon. Il s'agit d'un simple cadre formé de 4 plats et il sera très facile le cas échéant d'y effectuer une légère modification de la longueur pour compenser une erreur éventuelle dans la longueur des parties avants ou arrières.
Bon, ici, il faut percer des cornières car le cadre supérieur restera visible, mais les rivets seront décoratifs. Bon, il a d'abord fallu reboucher quelques trous car j'ai du laisser tomber les rivets d'extrémités. L'espace disponible n'était pas suffisant.

Pour placer les rivets, il fallait faire une contre-bouterolle amincie pour pouvoir la placer dans le creux de la cornière. Comme d'habitude, j'ai été fainéant et n'ai pas voulu lancer le four pour le revenu. Comme je me réchauffait une portion de lasagne (180°C) j'ai cru pouvoir en profiter pour faire le revenu. Ben, ça ne le fait pas. Après quelques rivets, la bouterolle a éclaté.

Bon, une fois la bouterolle refaite et les rivets placés, il faut vérifier la rectitude des cornières. Comme je l'attendais, elles sont cintrées. Rien de plus normal, car même si j'ai veillé à ne pas avoir la main trop lourde sur la presse, le gonflement du rivet dans le trou provoque tout de même un allongement d'un côté de la cornière. Bon, rien de bien grave. Quelques coups de presse hydraulique et c'est réglé.

Ensuite, après avoir pointé trois côtés du cadre, je les pointe sur la tôle qui me sert ici de gabarit.

Et voilà les deux panneaux supérieurs assemblés. Il ne reste plus qu'à percer les trous et à placer la deuxième série de rivets.

24 janvier 2018
Et voilà une séance de rivetage plus loin.

Comme ça fait longtemps que je n'ai plus touché le tour, j'en profite pour faire les deux orifices de remplissage. Je découpe ici simplement un anneau dans un tube de 60.

Juste un léger pointage. Pas besoin en effet d'aller prendre le risque de déformer la tôle alors qu'on n'a pas besoin d'une soudure complète. Encore que.... Mon objectif lorsque j'ai attaqué la construction de cette loco était de faire une copie la plus proche possible de l'original. J'ai donc décidé de faire un sommet de soute à eau en "creux" comme sur l'original. C'est très beau, mais cette configuration a par contre le (gros) inconvénient d'être un piège à eau lorsqu'il pleut. Donc, il faudra tout bien étanchéifier avant la peinture et éventuellement prévoir de petits trous pour permettre l'évacuation de l'eau. J'ai encore un peu le temps pour y réfléchir.

Bon, l'étape suivante est la soudure des cadres formant la partie inférieure de la structure. Comme toujours, je clame bien les pièces sur une planche d'acier. Ca permet d'éviter en grande partie les déformations dues à la soudure.

Et voilà. Le contrôle sur le marbre me permet de vérifier que le cadre est bien plan.

31 janvier 2018
Voilà, il arrive un moment où il faut souder les morceaux ensemble. Ce n'est pas le moins risqué car il est très facile à ce stade de vriller l'ensemble. Il suffit d'oublier de vérifier un équerrage et ça y est.
Donc, on prend toutes les précautions. Tous les éléments sont clamés pour la soudure et si possible en prenant appuis sur des équerres.


Une petite remarque. Les déformations lors de la soudure sont essentiellement dues à la dilatation thermique. Donc, pour l'éviter, il faut immobiliser les éléments d'une façon rigide et minimiser les interstices. Ce n'est de toute évidence pas le cas ici ou la cornière est un bon millimètre trop courte.
J'avais l'option de recharger l'extrémité et la ré-ajuster. J'ai choisi la facilité. J'ai pointé la soudure, mais en intercalant de petites cales constituées de fragments de feuillard. Dès que la soudure est refroidie, je les retire. Je n'ai ainsi aucun retrait.





La séparation entre la partie "eau" et la partie charbon.

Et voilà l'ensemble terminé.

Et sur la bête. Visiblement ce n'est pas trop mal. Pour les cotes, je suis à environ un demi millimètre près. Je suis content de moi 😊 Juste les consoles qu'il faudra retoucher mais là je connaissais le problème qui est d'ailleurs mineur.

Bon, demain j'attaque la deuxième.
12 février 2018
Après avoir terminé la deuxième carcasse, il faut les habiller. Ici, il ne faut pas faire d'erreur, car certaines tôles doivent dépasser de façon à couvrir la tranche de celle qui lui est perpendiculaire et il est très facile de faire une connerie. Donc, je prends le temps d'y réfléchir et j'amène même l'ordinateur à pieds d'oeuvre.

Voilà, une fois les choses bien claires on peut commencer. Je pensais pouvoir souder par points, mais finalement, l'encombrement de la pince fera que je limiterai son utilisation à la face arrière.

Une fois les choses bien claires, le travail avance assez vite.


Et la première partie est terminée.

Voilà ce que ça donne sur la bête.

Bon, maintenant, il reste encore à fixer la tôle côté chaudière. Elle sera amovible de façon à pouvoir accéder le cas échéant à l'intérieur des soutes à eau. De plus, ça simplifie la fixation, car il aurait été difficile de la souder.
Ensuite, ce sera la cintrage du fond.
28 février 2018
Le froid de ces derniers jours m'a libéré de quelques obligations et comme je n'étais pas trop enthousiaste pour aller me réchauffer dans les caves, j'ai décidé de rester en surface et de travailler un peu sur le projet dont je vous avais déjà parlé, c'est à dire l'acquisition des paramètres de traction de la loco.
Le petit circuit à l'extrême droite tout en bas (pince noire) est une bascule de Schmidt qui couplée avec un condensateur me permet d'éliminer les rebonds de l'interrupteur reed. Pour les essais, j'ai connecté directement un générateur de signaux à l'entrée de l'Arduino destinée à recevoir le signal du capteur de roue. Ca m'évite de devoir bricoler un moteur avec des aimants pour activer l'interrupteur et simuler le capteur de roue.

Il a aussi fallu calibrer le capteur de force, c'est à dire déterminer le facteur de conversion à appliquer aux lectures. Pour cela, j'ai ressorti le bon vieux matériel spéléo du grenier, et j'ai pendu le cochon (en l'occurrence moi-même) au portique que j'avais construit pour travailler sur ma loco. La bête toute harnachée faisant un peu plus de 100 kg (pesé sur le pèse-personne de la salle de bain), je suis donc approximativement à mi-échelle du capteur qui est conçu pour 200 kg. Ce n'est donc pas trop mal.

Et voilà, on peut voir la vitesse qui s'affiche, ainsi que la force de traction (ici zéro) et la puissance.

L'acquisition se fait à un intervalle d'une seconde et les données sont stockées dans un fichier .txt sur la carte SD. On peut donc les importer sur un tableur Excel pour jouer avec.

Et voilà un petit projet à faire au chaud l'hiver. Il ne me reste plus qu'à prier tous les soirs Saint Banggood pour recevoir rapidement les derniers accessoires (carte de prototypage, capteur et connecteurs) et mettre le tout en boîte. Avec un peu de chance, ce devrait être opérationnel, au moins pour les essais, pour le début de la saison. Merci Arduino !
29 juin 2018 :
Eh oui, tout fini par arriver. Je suis de retour. Mes autres projets étant terminé ou en phase d'achèvement, je retrouve enfin un peu de temps pour retrouver mon atelier.
J'en étais resté avec les bâches à eau terminées mais où il me restait encore les fonds à cintrer.
Je n'ai pas pris de photos, mais j'ai utilisé la méthode décrite plus haut et n'ai pas eu de problème majeur. La seule astuce est de ne pas faire comme j'ai fait pour la première où j'ai commencé par le premier cintrage, suivi du deuxième et puis du troisième. Ca marche, mais on se fait chier. Il faut bien sûr commencer par le cintrage médian et faire ensuite les deux cintrages externes. Ca peut paraître évident, mais pour moi ce ne l'était visiblement pas.
Si l'ajustage est presque parfait du côté externe (la face visible), la face interne amovible a nécessité quelques ajustements mineurs, mais un coup de ponceuse sur le chant et l'affaire est faite.

Afin de ne pas compliquer le cintrage, je n'avais pas posé de rivets sur la face inférieure. Je n'avais d'ailleurs pas l'intention d'en poser, mais finalement, des rivets au moins sur le bord externe ajoutent quand même une finition. J'avais pensé à coller des têtes de rivets à la colle époxy, mais finalement j'ai opté pour la brasure à l'étain.
Il a donc fallu d'abord couper les têtes des rivets.

Puis poncer le côté plat pour retirer les bavures de sciage. Pour ça, j'ai placé une tête de rivet sur une plaque d'acier, posé un bois dessus et avec un bon coup de marteau, la tête du rivet était bien imprimée dans le bois. J'avais ainsi un outil pour tenir le rivet pour le ponçage sur de la toile émeris.


Pour la brasure j'utilise de la pâte d'étain. Ensuite, un petit coup de chalumeau.

Et c'est soudé.


Il ne reste plus qu'à nettoyer.

Bon, il reste maintenant à faire les trous de fixation. Pour cela je positionne les deux bâches en contrôlant les mesures puis un petit coup de pointeau de transfert et on peut percer et tarauder.

3 juillet 2018 :
Bonjour amis de la vapeur et de l'usinage.
Une des dernières choses à faire pour les bâches à eau, les conduites d'égalisation. Il s'agit d'une conduite de fort diamètre qui relie les deux bâches en traversant le chassis et destinée à égaliser le niveau entre les deux côtés. Comme ici cette conduite n'est pas fonctionnelle, même si le trou dans le chassis existe, la conduite n'est pas traversante et se compose de deux coudes fixés par des brides.
Je commence par façonner les brides. Contrairement aux conduits de vapeur qui sont très visibles, ici, les conduites sont situées sous les bâches à eau donc je n'ai pas jugé utile de me lancer dans le cintrage d'un tube de 28 (Je ne suis d'ailleurs pas certain d'en être capable... ). Donc, j'utilise des coudes du commerce.

Les tubes droits sont brasés à l'argent sur les brides et les deux éléments sont brasés à l'étain dans le coude. On a ainsi une soudure très résistante aux endroits les plus sensibles (les brides) et une soudure plus tendre là où les emmanchements sont plus grands.

Et voilà le résultat.

Bon, maintenant les bâches à eau sont à priori terminées et je vais faire une petite pose peinture pour peindre l'intérieur au primaire afin de le protéger de la rouille.
8 juillet 2018
Les caisses à eau étant terminées, il est peut-être temps de me remettre un peu à l'usinage et à fabriquer le levier de relevage. Je vous mets donc rendez-vous au chapitre10 consacré à la distribution.